
Если вам нужно правильно паять полипропиленовые трубы, то важно знать время нагрева для различных типов пайки. На сайте «Проф Трубы» вы можете найти таблицу с информацией о времени нагрева и видами пайки полипропиленовых труб. Это поможет вам избежать ошибок и получить качественное соединение при монтаже трубопроводов.
Важным этапом строительства и ремонта является монтаж канализации и водопроводов. Сборка разводки с помощью полипропиленовых труб значительно упрощает и ускоряет этот процесс.
Прочитав эту статью Вы узнаете, как правильно выбрать трубы для монтажа, какая температура нужна при пайке полипропиленовых систем, время пайки, какие инструменты нужны. Выполнив все рекомендации, Вы получите качественные и долговечные соединения и сможете самостоятельно собрать водопровод.
Пайка полипропиленовых труб
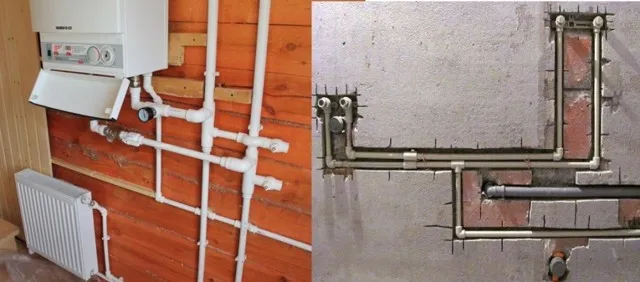 Использование ПП труб для монтажа отопления и водопровода
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
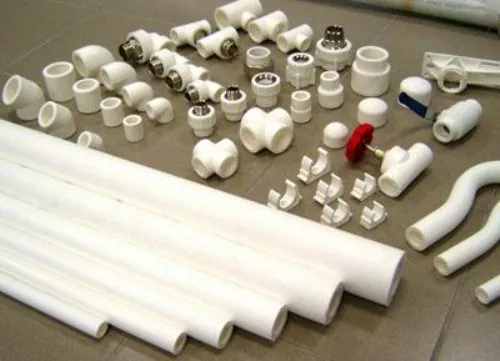
Что нужно знать о полипропиленовых трубах
 Полипропиленовая система
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками. На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды.
Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
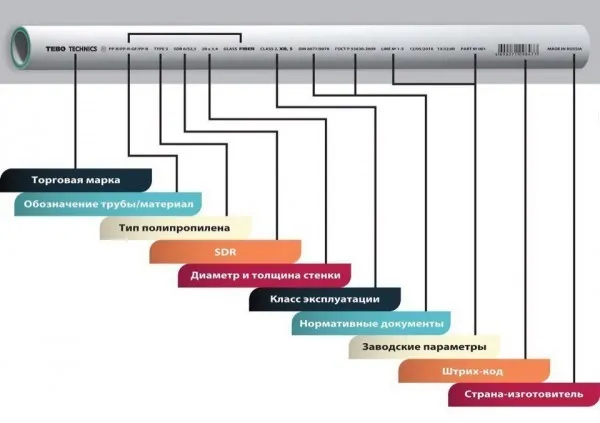 Маркировка полипропиленовых систем
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Для монтажа бытового водопровода и отопления рекомендуется использовать ПП марки PN-20.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
 Процесс пайки с помощью специального паяльника
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Может Вам будет интересна статья «Канализация для частного дома: этапы строительства, какой септик выбрать» Перейти>>
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Таблица пайки и температура их нагрева
Качество пайки зависит от температуры и времени нагрева. Очень важно соблюдать необходимые температурные параметры. Плохо влияет на качество соединения, как перегрев, так и недостаточное нагревание.
- Перегрев ведет к деформации, уменьшению проходимости.
- Не достаточное нагревание ослабляет соединение, что может привести к образованию течи.
Перед Вами таблица температур и времени пайки полипропиленовых труб:
| Диаметр трубы, mm | Время нагрева, с | Время сварки, с | Время охлаждения, мин | Глубина плавления, mm |
| 16 | 5 | 4 | 3 | 13 |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 15 |
| 32 | 8 | 4 | 4 | 17 |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 18 | 6 | 5 | 23 |
| 63 | 24 | 6 | 6 | 26 |
| 75 | 30 | 8 | 8 | 28 |
| 90 | 40 | 8 | 8 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Температура пайки полипропиленовых систем для всех диаметров одинакова и ровна примерно 260°С.
Следующий важный температурный параметр для получения качественной пайки – это температура окружающей среды. Рекомендуется выполнять соединение при температуре от 0° до 25°С.
При температуре воздуха ниже 5 °С необходимо увеличить время нагрева в полтора раза.
Еще одно значение, которое необходимо знать при сварке — это глубина плавления. При монтаже, выполняя замеры, проще измерить длину от фитинга до фитинга. Например, между двумя углами расстояние 110 мм, то необходимо отрезать трубу длинной – 110 мм + 2*14 мм, получим длину 138 мм.
Таблица глубины плавления ПП:
| Диаметр трубы, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Глубина плавления, mm | 13 | 14 | 15 | 17 | 20 | 23 | 26 | 28 | 33 | 39 |
Как выбрать качественную полипропиленовую трубу
Если вы решили произвести монтаж водопровода или отопления полипропиленовыми трубами, то важным этапом является правильный выбор. Когда есть знакомые мастера, то лучше спросить у них совета, что лучше выбрать и где купить.
Может Вам будет интересна статья «Установка унитаза своими руками: пошаговая инструкция подключения» Перейти>>
Или изучить имеющийся ассортимент продукции на сайте производителя. При покупке в магазине, обращайте внимание на цвет, название фирмы, эмблемы, расположение маркировки. Если найдете несоответствие, то это подделка.
Трубы и фитинги имеют ровные поверхности. Отсутствуют наплывы и впадины. Толщина стенок должна быть одинакова.
Не покупайте фитинги и полипропиленовые трубы разных фирм!
Топ лучших производителей пп систем
Перед вами рейтинг производителей полипропиленовых систем 2021 составленный, по отзывам специалистов. По их мнению, эта продукция является лучшей по качеству и надежности.
Российские торговые марки.
 Лучшие российские производители ПП систем
Лучшие российские производители ПП систем
Зарубежные бренды.
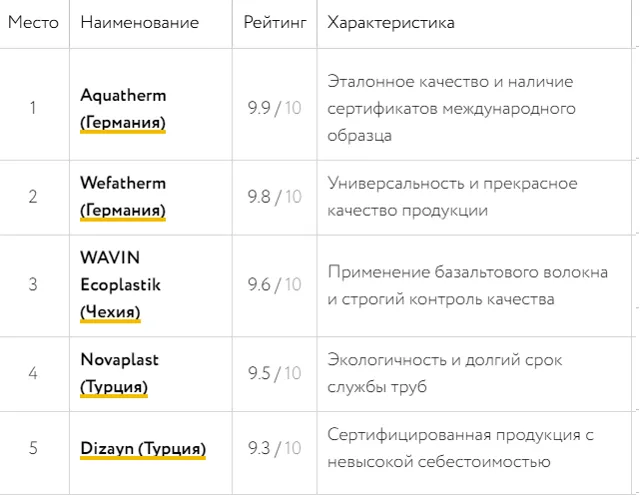 Лучшие зарубежные производители ПП систем
Лучшие зарубежные производители ПП систем
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки.
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.
 Паяльник для пайки ПП
Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб
 Разметка и нарезка перед пайкой
Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Для муфты добавлять длину не нужно.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Детально продумывайте последовательность пайки элементов.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.
 Кронштейн для крепления
Кронштейн для крепления
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
Начинайте паять строго по составленной схеме и последовательности.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.
 Пайка пластиковых труб
Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд. Поэтому очень важно заранее отметить положение элементов.
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Может Вам будет интересна статья «Дефлектор вентиляционный: 7 популярных моделей» Перейти>>
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.
Ошибки при пайке
- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Вам также может понравиться
Температура пайки полипропиленовых труб: таблица значений + инструктаж по самостоятельной сварке
Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования — утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
 Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
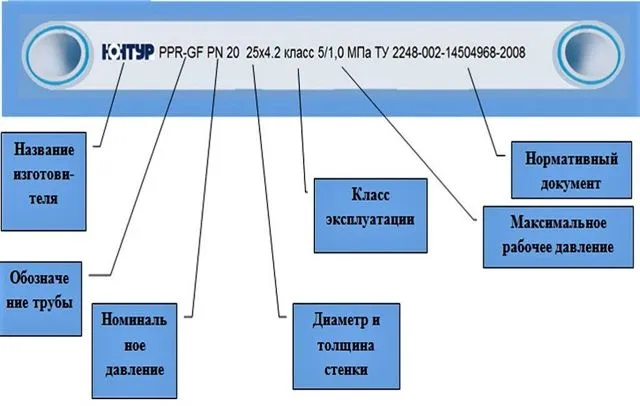 Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
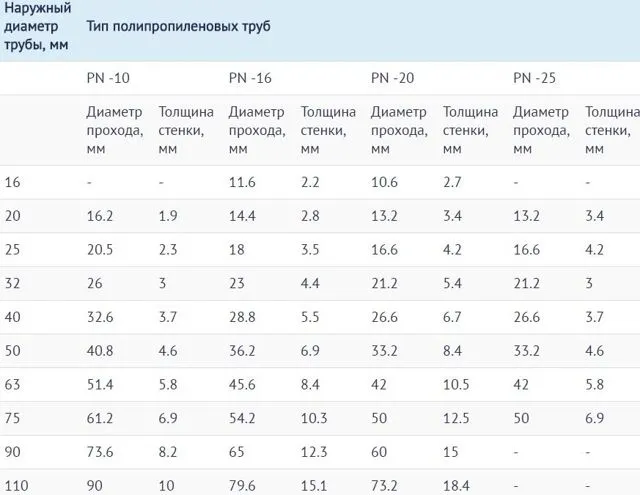 Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
 В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
 Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.
 Примеры некачественного соединения труб: внутренние и внешние наплывы полипропилена, деформация стенок, разрыв. Такой водопровод в эксплуатацию запускать нельзя
Примеры некачественного соединения труб: внутренние и внешние наплывы полипропилена, деформация стенок, разрыв. Такой водопровод в эксплуатацию запускать нельзя
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
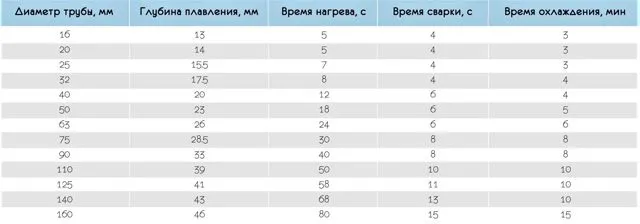 Таблица технологических значений, оптимальных при температуре окружающей среды +20 °С. Для домашнего монтажа достаточно запомнить параметры для труб диаметром 16-63 мм
Таблица технологических значений, оптимальных при температуре окружающей среды +20 °С. Для домашнего монтажа достаточно запомнить параметры для труб диаметром 16-63 мм
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 — подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Есть смысл приобретать новый инструмент, если планируется сборка системы водоснабжения «с нуля» с дальнейшим обслуживанием. Для разовых работ оборудование можно арендовать утюг для сварки ПП труб или взять на время у знакомых. Кроме специальных инструментов потребуются уровень, маркер, линейка или рулетка.
Этап #2 — разметка и нарезка труб
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.
 Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Этап #3 — соединение элементов и нагрев
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума. Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.
 Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Выводы и полезное видео по теме
Видео #1. Технология пайки PPR труб:
Видео #2. Разбор часто встречающихся ошибок:
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Таблица температуры нагрева при пайке полипропиленовых труб
Полипропиленовые трубы – доступный материал для построения прочных и долговечных водопроводных систем. Надежность соединения труб и фитингов напрямую зависит от правильного подбора и соблюдения режимов пайки.
Время и температура пайки полипропиленовых труб, таблица которых необходима каждому пайщику, служат основными параметрами. Они подбираются в зависимости от диаметра трубы и глубины проварки соединения.
Даже небольшое отклонение от рекомендованных значений может привести к значительному снижению прочности и долговечности швов.
Способность системы выдерживать рабочее давление жидкости снизится, рано или поздно в этом месте появится протечка.
Общее влияние температуры при стыковочных работах
Принцип действия сварочного аппарата для пропиленовых труб основан на способности материала размягчаться при нагреве. Связи между молекулами полимера при повышении температуры ослабевают.
Внешне плавление выражается в повышенной пластичности.
Если нагреть две сопрягаемые детали, совместить их размягченные кромки и прижать друг к другу, то подвижные части молекул из поверхностных слоев двух деталей начнут проникать друг между другом.
При остывании возникнут новые связи между молекулами полимера, и две детали образуют единое целое. Прочность материала шва после застывания будет такая же, как и основного материала. Это важное преимущество данного способа перед разъемными резьбовыми соединениями. В них между двумя деталями всегда сохраняется зазор, перекрытый тем или иным уплотнителем.
Если же температурный и временной режим сварки нарушен, то такой зазор остается в паяном соединении, причем без уплотнителя. Такой стык не способен выдерживать рабочее давление в системе, через него начинает сочиться вода, со временем он может полностью разрушиться, вызывая серьезную протечку.
Температура пайки полипропиленовых труб таблица режимов.
Недостаточный прогрев кромок или поверхностей стыка приводит к непровару. Не менее вредно и перегревать полипропилен в месте пайки.
Там может возникнуть внутренний валик, снижающий эффективное сечение трубопровода.
В результате снизится его пропускная способность, при открытии и закрытии кранов могут возникать гидроудары, пагубно действующие на водопроводную систему и подключенное к ней оборудование.
Для большинства марок полипропилена производители рекомендуют использовать температуру 220 — 267оС. При определении режима пайки обязательно учитываются следующие значения:
- присоединительный диаметр трубы, фитинга или элемента арматуры;
- температурный режим в здании;
- время нагрева, спайки и охлаждения.
[stextbox id=’info’]Время нагрева обычно прямо пропорционально диаметру детали.[/stetxbox]
В случае перегрева свыше 270оС, возникает перегрев верхнего слоя и неполный прогрев внутренних слоев. При этом сверхпластичный верхний слой сдвигается, образуя сварочный валик, а внутренний слой не участвует в контакте. Толщина слоя сварки получается недостаточной, прочность соединения падает.
Как сваривать трубы вручную?
Для работы используют специальный сварочный аппарат для полипропиленовых труб. На его плоский нагревательный элемент, называемый «утюгом», крепятся парные втулки-переходники под диаметр трубы. Кромки деталей, подлежащие спайке, обрезаются ровно под 90о, с них снимается фаска, облегчающая соединение.
Далее кромки и прилегающую к ним зону в 15-20 мм очищают от пыли, стружки и других загрязнений. Для этого используют органические растворители, такие, как спирт или трихлорэтан. При выборе растворителя нужно руководствоваться указаниями производителя.
Параметры фасок и ширину зоны зачистки выбирают, исходя из диаметра соединяемых элементов.
Параметры разделки кромок и зачистки в зависимости от диаметра.
Температуру нагрева выставляют с учетом рекомендаций изготовителя и поправок на температуру в комнате. После прогрева сварочного аппарата подготовленные кромки надевают на втулки и начинают нагревать. Рекомендуется проверять фактическую температуру электронагревателя контактным термометром или пирометром.
Снаружи на отрезки трубы или фитинг наносят продольные риски. Они позволят точно, без смещения совместить элементы. После выдержки необходимого для прогрева времени обе детали снимаются с гильз-переходников и без промедления вставляются один в другой так, чтобы риски совпали.
В этом положении дается выдержка на время сварки, детали при этом должны быть надежно зафиксированы. Происходит взаимное проникновение размягченных поверхностных слоев кромок двух деталей и образование новых молекулярных связей.
По истечении времени сварки соединенные элементы должны остыть естественным путем, без опускания в воду или обдува холодным воздухом. Такое воздействие приведет к тепловым деформациям и разрыву только что установившихся связей.
После завершения сварки участка трубопровода (или всей системы) проводят испытание их под рабочим давлением жидкости. Каждый стык внимательно осматривают, если наблюдаются капли воды или испарина — стык бракуется и подлежит перепайке.
- [stextbox id=’info’]Для различных сортов полимеров производители рекомендую свои диапазоны рабочих температур нагрева.[/stextbox]
- Для улучшения понимания физических явлений, происходящих при пайке, приводится временная диаграмма изменения температуры и давления прижатия деталей.
- Диаграмма температуры и давления во время различных этапов сварки.
- Шкала времени на диаграмме дана в нелинейном масштабе, реальное соотношение времени прижима и охлаждения можно взять из таблицы.
Нюансы выдержки нужного теплового режима
При проектировании трубопроводной системы следует стремиться к тому, чтобы стыки труб, арматурных элементов и фитингов находились в доступных местах. Габаритные размеры мест размещения стыков должны давать возможность установить сварочный аппарат и без существенного искривления труб завести их торцы на гильзы нагревателя.
Чем ближе к месту соединения удастся разместить сварочное оборудование, тем меньше успеет остыть нагретая кромка перед сваркой. Такое остывание во время транспортировки приводит к существенному снижению прочности и долговечности стыка.
Необходимо также продумать последовательность монтажа стыков.
У неопытных проектировщиков нередка ситуация, при которой последний стык невозможно смонтировать, поскольку паяльник просто не помещается в оставшийся зазор.
Приходится либо сильно изгибать трубы, создавая в них остаточные напряжения, либо разрезать их и добавлять еще один стык. Оба решения приводят к снижению общей надежности и долговечности системы.
[stextbox id=’alert’]Категорически недопустимо прогревать две детали, участвующие в создании стыка, не одновременно. При последовательном прогреве, пока прогревается вторая деталь, первая уже успевает остыть и соединение получается ослабленным либо сразу бракованным.[/stetxbox]
Опытные пайщики сформулировали следующие рекомендации:
- сварочное оборудование должно иметь качественный термостат, обеспечивающий точное задание и стабильность поддержания температуры нагрева;
- расстояние от точки сварки до аппарата должно быть не более 1 метра;
- сваривать следует проводить при комнатной температуре;
- перед соединением нужно проверить равенство температур обеих деталей.
Выполнение этих несложных правил поможет качественно паять трубы.
Какой температуры должен быть паяльник?
Температура пайки полипропиленовых водопроводных труб зависит от сорта полимера, использованного производителем для изготовления конкретной модели.
Таблица диапазонов температур для пайки труб из различных марок полпропилена.
Паяльный аппарат имеет механический или цифровой регулятор температуры нагрева. Цифровая система регулировки позволяет выставить значение с большой точностью, кроме того, индикатор может показать текущую температуру нагревателя. Опытные мастера советуют на тестовых деталях проверять фактическую температуру нагрева контактным термометром или пирометром.
Температура в комнате, где проходит пайка, также должна учитываться при подборе рабочих режимов. Например, если она близка к нулю, то снятые с нагревателя кромки успеют значительно остыть за несколько секунд, пока их подносят друг к другу и совмещают. Так же отрицательно влияет и сильный ветер. Поправка на температуру в помещении подбирается опытным путем.
По возможности следует избегать монтажа полипропилена в уличных условиях при низкой температуре и сильном ветре.
Сколько времени нагревать?
- Время нагрева стыков зависит от марки пластика, диаметра трубы, толщины ее стенок.
- Время прогрева стыков в зависимости от толщины стенок трубы.
- Ограничение максимального времени прогрева позволяет избежать перегрева деталей, приводящего к возникновению внутреннего валика, снижающего эффективное сечение соединения.
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Заключение
Качественная подготовка и пайка пластиковых труб, инструкция, время нагрева и температуры нагрева — это необходимые компоненты надежного и долговечного монтажа водопроводных систем из полипропилена. Строгое следование данным из таблицы при подготовке и проведении работ позволит надежно паять трубы даже начинающим домашним мастерам.
Сколько секунд греть 32 полипропиленовую трубу?
Время нагрева 32 полипропиленовой трубы зависит от нескольких факторов, таких как мощность термофена, толщина стенки трубы и желаемая температура нагрева. В среднем, для нагрева полипропиленовой трубы диаметром 32 мм до температуры около 260 градусов Цельсия требуется примерно 30-40 секунд.
Однако, точное время нагрева и температуру следует уточнять в инструкции к термофену и на упаковке труб, поскольку разные производители могут рекомендовать разные параметры для своих продуктов. Важно следить за температурой нагрева, чтобы избежать перегрева трубы и повреждения ее структуры.
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.